准备好领略【抚顺】 PE燃气管_PE双壁波纹管源厂定制产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。
以下是:【抚顺】 PE燃气管_PE双壁波纹管源厂定制的图文介绍

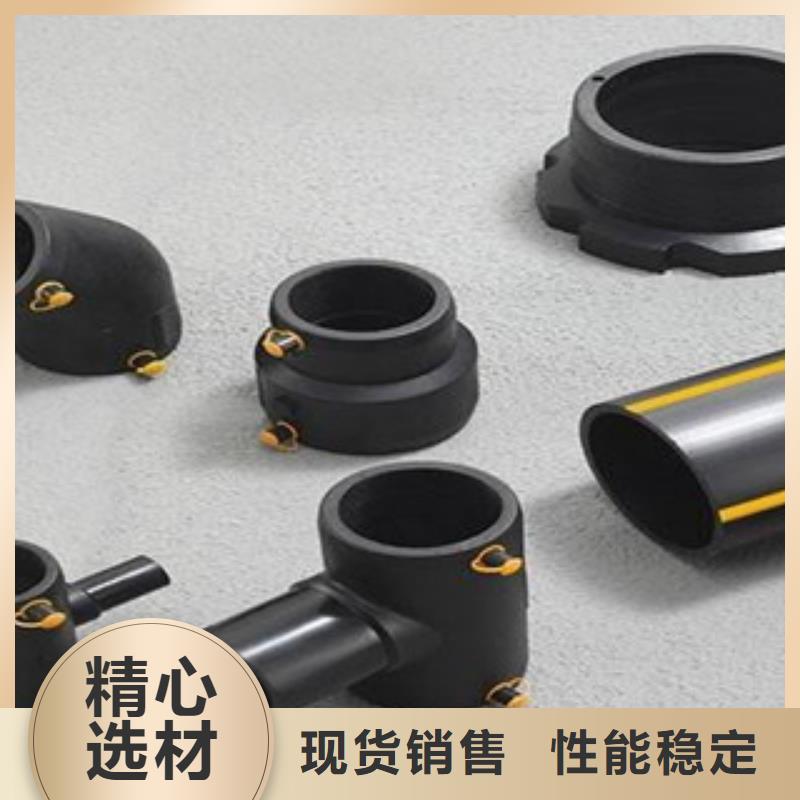
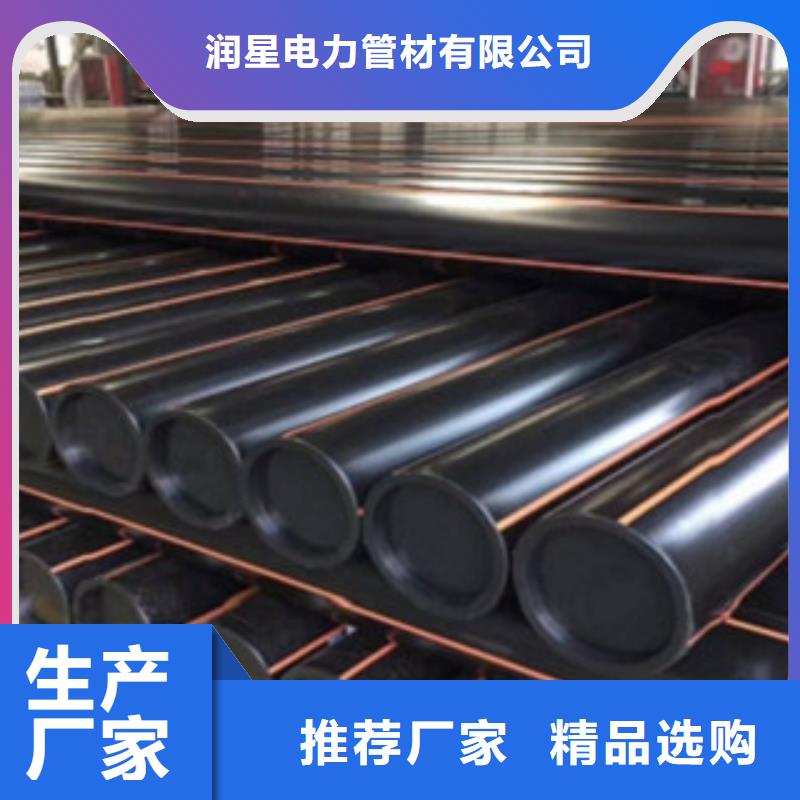
润星电力管材有限公司发展秉承高效,节能,环保,安全之理念,对 地埋穿线电缆保护管、产品技术精益求精。以满足客户需求为宗旨,视 地埋穿线电缆保护管、产品质量为企业的生命。从每一道工序开始,到每一个 地埋穿线电缆保护管、产品出厂,我们都全程贯彻质量跟踪体系,并对每一个用户建立完善的客户支持方案。



经过比较分析,我们发现,球墨铸铁管的管材价格为:DN400- 元/m,DN300- 元/m;HDPE管的管材价格为:DN400- 元/m,DN300- 元/m。从管材单价上看,球墨铸铁管的价格要优于HDPE管材。由于HDPE管是采用热熔连接,施工难度较大,安装费用比球墨铸铁管的要高约40%以上。由于HDPE管材的柔韧性比较好,在遇到障碍物或管沟开挖不直的情况下可以不用管件直接铺设,但球墨铸铁管就不行了,有时必须用弯头或之字管之类管件来过渡连接。这样,在管件部分HDPE管就优于球墨铸铁管。HDPE管材采用热熔对接连接,接口部位的强度非常好。球墨铸铁管采用承插连接,在三通、弯头等部位要求捣制混凝土加固墩进行加固。这方面费用自然是选用球墨铸铁管的比选用HDPE管要高。HDPE管材不需要防腐。若给水管道选用球墨铸铁管,就要求对球墨铸铁管管的内、外壁进行防腐处理。球墨铸铁管进行管内、外壁防腐处理后,正常的使用寿命为20~25年。而HDPE管不存在腐蚀情况,正常的使用寿命为50年。
PE管的公称压力:指PE管材20℃时输水的工作压力。若水温在25℃-45℃之间应按不同的温度下降系数,修正工作压力。 工作压力:指给水管道正常工作状态下作用在管内壁的 持续运行压力,不包括水的波动压力。工作压力由管网水力计算而得出。 设计压力:指HDPE燃气管道系统作用在管内壁上的 瞬时压力。一般采用工作压力及残余水锤压力之和。 三者的关系:公称压力≥工作压力;设计压力=1.5×工作压力。
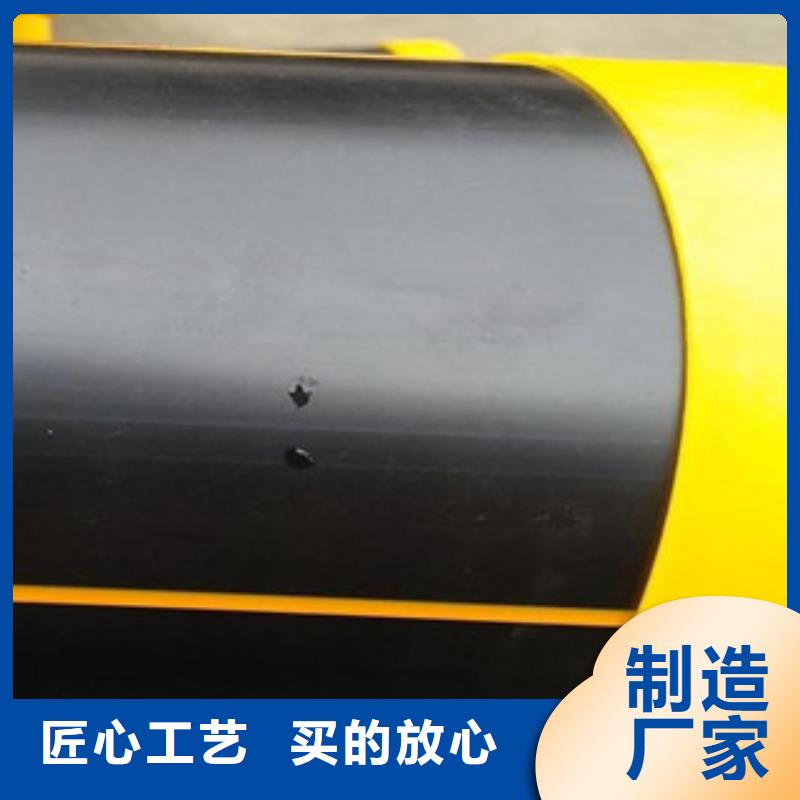
很多客户在购买了我公司的PE管材后,会遇到一些热熔对接安装的问题,因为很多客户都是 次施工,对PE管热熔对接机的使用方法不是很明白,今天小编整理了一些有关于PE管热熔方面的知识,希望大家喜欢。PE管热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流态后,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形成牢固的连接。在加热对前,需要将待焊管道的两端口进行铣削,这样一是为使焊接面更加平整、二是为去掉端口表面的塑料氧化层使得同分子熔融更彻底。
整个焊接工艺的主要过程为调整、加热、切换、合缝加压和冷却。对接时界面上处于粘流态的材料有流动也有扩散,流动太大不利于扩散和缠结,所以要把流动限制在一定范围,在有限的流动中实现“熔后焊接”。因此,对接工艺的关键是要在对接过程中调整好温度、时间、压力三参数,要把连接界面材料的性能、应力状况、几何形态以及环境条件等因素一起考虑,才能实现可靠的熔焊,要根据一般的规律和各自采用材料的特性进行试验,评价熔接质量,达到系统标准后,确定各品种规格的工艺规程,按规定 的工艺参数方法和步骤进行焊制管件的生产和现场安装施工。




结晶态、高弹态和粘流态。聚乙烯管道就是在一定条件下,这三态相互转换来实现焊接的。聚乙烯的焊接过程:常温下聚乙烯处于结晶态,高分子链不能移动,管材之间或管材与管件之间无法实现焊接。当温度升高到熔点时,在管材或管件端面一定区域内,聚乙烯处于高弹态,在这个区域内链段能运动,但高分子整链不能运动,不能焊接。当温度升高到粘流态温度时,聚乙烯管材或管件端面一定区域内处于粘流态,即熔融层。此时熔融层内的高分子热运动能量加大,分子链间空隙体积加大,在外力地作用下,两个熔融层紧紧地挤压在一起,两个熔融层中的部分高分子整链在压力的作用下,克服分子间力和分子间相互缠结作用,打开结点,沿受力方向通过分子间的孔穴跃迁到对面的熔融层的空隙中。
并与对面熔融层中的部分高分子发生缠结作用。这样通过两个熔融层中部分高分子相互移动,使两个熔融层内的高分子很好地融合在一起。随着温度的降低熔融层逐渐转变为高弹态,并在熔点下开始重新结晶,直至常温下形成结晶态而完成焊接。温度对结晶的速度影响很大,当温度较低时,晶体形成数量多,但都很小,这时产生的焊接区域强度低。当缓慢冷却时,聚合物中的晶体既多又大,焊接区域强度大。所以为保证焊接区域强度,只能采取自然冷却的方法,而不能采取任何水冷,风冷等强制冷却手段。而管材和管件属于强制冷却,因此理论上焊接区域的强度要高于管材或管件本身的强度。外力是实现焊接的必要条件,如果没有外力,粘流态下的高分子就不能克服分子间力和分子间的相互缠结作用而进行移动。
也就无法实现焊接。电熔焊接的原理是相同的,只不过实现焊接的力是管件与管材内外表熔面熔化形成熔融层时产生的熔胀力。2.2热熔对接在操作方面的要点: ,温度,压力,时间是焊接的主要工艺参数,加热温度一般设定在190°C到230°C之间,温度过高或过低都将形成虚焊。第二,预热时压力不要过高,稍有点压力即可,如果压力设定较高,熔融层都被挤翻出来,端面没有熔融层将无法实现焊接。第三,保压阶段一定要有,而且要有一定的保压压力和保压时间。这个阶段在施工中经常会被省略,这将严重影响焊接质量。第四,冷却阶段一定要自然冷却,不能采取强制冷却手段。第五,焊口焊好后, 24小时后才能进行拖拉,如果特殊情况也要等焊口处温度完全自然冷却到室温才能进行拖拉。



 扫一扫
扫一扫